In addition, Harbin Welding Research Institute applies laser welding technology to the welding of Stainless Steel conveyor belts, the welding of stainless steel electronically controlled switchgear, the welding of new thin-walled stainless steel radiators (see Figure 6) and other fields of civil product manufacturing. The welding of precision instrument parts for military weapons and equipment is also an important application field of laser welding technology of Harbin Welding Research Institute.
Research and application of laser + arc hybrid welding technology
1. Research on laser + arc hybrid heat source welding technology
"Laser + arc hybrid heat source welding" is a new welding method. This new welding method not only has the high adaptability of general arc welding, but also has the characteristics of large melting depth, high speed and low deformation of laser as welding heat source. High-quality and efficient welding technology developed rapidly in recent years. The research and development of laser + arc hybrid heat source welding technology of Harbin Welding Research Institute is mainly for the compounding of high-power solid-state laser (Nd:YAG) + GMAW arc. The research direction is mainly low-carbon steel laser + short-circuit transition MAG arc composite heat source welding characteristics, Aluminum/steel large spot Nd:YAG laser + pulse MIG composite heat source high-melting-brazing technology and high-strength aluminum alloy high-power solid-state laser (Nd: YAG) + pulse MIG arc hybrid heat source welding technology.
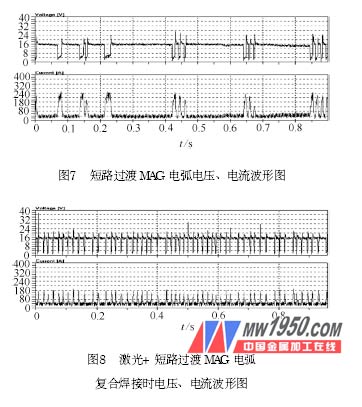
(1) Low-carbon steel laser + MAG short-circuit arc hybrid heat source welding characteristics study shows that the single short-circuit MAG arc welding is at a small welding current (30 ~ 60A) and a high welding speed (> 1.5m / min), It is difficult to obtain a stable welding process. Figure 7 shows the voltage and current waveforms of the short-circuit transition MAG arc welding when the arc voltage is 16V, the welding current is 50A, and the welding speed is 1.5m/min. A laser is added on the basis of the short-circuit transition arc, and the laser power exceeds 900 W, which is located in the deep-fusion welding mode region, and a stable short-circuit process can be obtained under the condition of high-speed welding. Figure 8 shows the voltage and current waveforms of the composite voltage when the arc voltage is 16V, the welding current is 50A, the welding speed is 1.5m/min, and the laser power is 1200W. Small current short circuit MAG arc and high power laser composite have high speed and low deformation welding characteristics, suitable for welding with gap thin plates. Fig. 9 is the butt joint of carbon steel material with different thickness plates (plate thickness 1.2mm+1.8mm), and the weld seam is formed when the butt gap is 0.7mm. The test conditions are welding voltage 14V, welding current 50A, laser power 2000W, welding speed 2m/ Min.
Previous Next
Aluminium Ingot,Aluminum Plate,Aluminium Pole
Water Treatment Chemical Co., Ltd. , http://www.nsadditive.com